Transfer mould: Transfer mould is used when the moulding dimension shapes or configuration imposes condition can’t be met into compression mould. The pot transfer is use in conventional moulding pleas. Both the pot & plunge are made from a good grade of weave residence tool steel which is heat treated and ground pot are made square or round in shape. The shape is determined by the shape of part, no of cavity. A clearance of 0.025 to 0.075 mm is provided at both sides.
1.) For material transiting all gate, runner are used.
2.) Material wastage is low then compression method.
3.) Marching cost is high.
4.) Top core and bottom core are used for transfer mould.
OR
Transfer moulding is a process like compression moulding where the amount of moulding material (usually a thermoset plastic) is measured and inserted before the moulding takes place.
Used to make products such as electrical wall receptacles and circuit breakers.
Part of Transfer mould: Top plate, Allen bolt M10, Hylem plate, Back plate, Guide plate, Core plate, Guide bush, Core back plate, Spacer back plate, Stop bottom, Retaing plate, Allen bolt M6, Ejector plate, Ejector pin, Splits, Heel black, Plunger.
Definition of Transfer moulding: Transfer molding is a method moulding thermo set material in a closed mould. In this process the thermo set resin is placed into a transfer chamber where resin is heated until liquid. A plunger then force the liquid resin through a sprue and runner system into the mould cavity. The heated mould is closed during the transfer process to allow the part to cure and solidity after appropriate time the mould is open and part is ejected or transfer moulding is a combination injection and compression moulding where the plastic material is first soften by heat and pressure in transfer chamber the forced by high pressure through sprue runagate into the closed mould. Widely used to produce Thermoset products with part complexity. Thermoset moulding compound is fed into transfer chamber where it is then heated to plasticate; it is then fed by a plunger through sprues, runners, and gates into a closed mould where it cures; mould is opened and part ejected. Good dimensional accuracy, rapid production rate, and very intricate parts can be produced. Used for the manufacture of small components and is particularly suitable with multi-Cavity moulds and where small inserts are to be molded in. Tooling costs are higher than for compression moulding. Pre-weighed quantity of DMC is placed in a heated transfer pot by hand. Ram compresses the material and causes it to flow into the heated mould cavity where it cures. Mould mounted between the platens of a press. To reduce transfer time and increase overall efficiency the moulding compound may be preheated in an oven or high frequency pre-heater such as microwave oven. Mould temperature=155 to 170° C both for polyester and epoxy resin compounds. Moulding pressure =5 to 100 MPa depending on the type of compound to be processed, mould design, temperature.
Utility of process:
1. For a part requiring side draw core pin
2. For application where insert must be mould into iatrical part.
3. For complicated part where tolerance are very closed to three dimension.
4. For production of various small moulded parts that are assemble together a family transfer.
5. Finishing costs are reduced because of less flash on transfer moulding part.
Type of transfer mould: Transfer molding may be study in three parts:
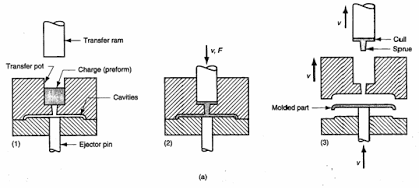
1. True transfer or pot type transfer mould: In true transfer or pot type transfer moulding, the mould is closed and then placed in an open press. The charge of moulding compound is introduced into an open pot at the top of the mould. The plunger is then placed into the pot and the press is closed. As the press closes, it pushes against the plunger, which in turn exerts pressure on the moulding compound, forcing it down through a vertical passage called a sprue and through runners and gates into the cavities. After the curing, the mould is removed from the press, the plunger is withdrawn, the mould is opened, and the parts are ejected. Pot type transfer moulding may also be done with the bottom half of the mould bolted to the lower press platen and the plunger bolted to the upper press platen. The upper mould half, containing the pot, may then be manually placed over the lower mould half. Or, it may be suitably supported and guided so that the opening of the press separates the lower mould half from the upper mould half and in the same motion, pulls the plunger out of the pot. The procedure is reversed when the press closes.
OR
Pot type transfer moulding: It is also known as true transfer moulding or spray type of transfer moulding. In this type of moulding a single hydraulic ram is used. The plunger for the pot clamped to the upper platen of the press. Pressure is developed in the pot by the action of main hydraulic exceed the area of cavity by min. 10% thus the wedging action of the material will not force the mould cavity to open and flash.
OR
Pot transfer molding: The charge is injected from a “pot” through a vertical sprue channel into the cavity.
Moulding Temp. – 300 to 350 deg F.
Pressure – 600 Psi.
In the pot the thermosetting material is plasticized into viscous mass by the pressure. After curing the mould is opened and component is ejected. When transfer mould is opened the residual disc of material left in the pot know as cull. Pot type moulding is manual operation. A three-plate mould is used with ram or plunger in the top plate.
Advantage of Pot type transfer mould: 1. Faster molding cycle than compression moulding.
2. Short curing time for thick component.
3. Good dimensional control moulded part.
4. Uniform density of moulded part.
5. Flash is not obtained.
6. Good orientation.
7. Good property obtains in part such as surface finish surface gloss, mechanical property.
Disadvantage: Manually operated.
High tooling cost.
2. Plunger transfer mould: Plunger transfer moulds or plunger moulds, describe mould that use an auxiliary press ram to force the plunger into the pot (or cylinder), moving the material out of the pot and into the cavities. Transfer pressure and speed of transfer are readily controllable, independent of clamping pressure. Pot size (hence cull size) in a plunger mould need only be large enough and deep enough to accommodate the full charge of material. Maximum pot area, on the other hand is established by determining the force in tons that can be delivered by the auxiliary ram of the press and dividing that figure by 3.5. This will assure that about 540 kg/cm2 force will be available as moulding pressure, which is sufficient for most transfer grade material formulations. The auxiliary rams usually are atop the upper, fixed platen of the press and are down acting. The clamping ram moves the lower platen upward to close the mould. After the mould is clamped, the material is loaded into the pot, and the auxiliary ram is energized. Ratio of the clamp ram to the auxiliary ram is generally 3 to 1 or 4 to 1. When the material is cured, the auxiliary ram retracts and the press is opened. The molded parts, cull and runners are ejected simultaneously by the action of the mould ejected bar.
OR
Planger type mould: The plunger type of transfer mould is the classed position prefaces in the target area & the plunger on it’s downwards suokes. The plunger transfer mould is defies from is the part of the mould itself by the use of plunger the sprue eliminated and very thin all of small area is farmed above touget area .Thus reducing the loss of material.
The plunge transfer mould in classified as:
1.) Top plunger
2.) Bottom plunges
OR
Plunger type transfer mould: This process is sometimes called auxiliary ram transfer moulding. Plunger moulding is similar to transfer moulding except that an auxiliary Ram is used to exert the pressure on the material in the pot. This forces the preheated material thorough runner into cavity of the closed mould.
OR
Plunger transfer mold: A plunger injects the charge from a heated well through lateral channels in the mold cavity.

A two plate mould is used for this type most of this type moulding is semiautomatic operation with self-contained press. When the plunger is withdrawn and mould is opened the moulded part removed from cavity with runner and cull still attached as a unit the overall moulding cycle in plunger moulding is shorter than transfer moulding because at developed more frictional heat then transfer moulding and removal of runner sprue or cull does not require a separator operation.
Advantage:
1. Reduce molding cycle time.
2. Less tooling cost than pot type transfer moulding.
3. Post operation is not required.
4. Negligible waste of material from feed system.
5. Less orientation.
6. Operated semi automatically.
7. Less curing time of component.
3. Semi automatic transfer mould: In semi automatic transfer moulding, the operator actuates the press each cycle to close the mould and then manually introduced the moulding compound into the transfer pot, which is in top half of the mould. Next, the operator actuates appropriate controls to cause the plunger to descend into the pot. The press controls take over to time the cure cycle, open the mould, and eject the parts from the cavities using ejector pins in the mould. The operator lifts the parts from the ejector pins and initiates another cycle.
4. Fully automatic transfer mould: In fully automatic transfer moulding, the press recycles automatically thereby feeding moulding compound into the transfer pot and removing parts at the end of each cycle, Automatic transfer presses are often configured horizontally so that when the molded parts are ejected from the cavities, they will readily fall into a container or conveyor belt below the open mould.
5. Integral pot transfer mould: The integral pot transfer mould was the first to be used and is so called because the pot and plunger are built as an integral part of the mould. Round pots are the most common, but other shapes also can be used to accommodate particular sprue locations that might be needed with minimum material waste. The integral pot mould frame is a three plate type with the pot contained in the middle section. The transfer plunger is mounted in the top section of the mould frame and the cavity in the bottom section. The area of the pot must be at least 10% larger than the total clamping area (horizontal surfaces that are in contact with plastic material) in the cavity section. This is to prevent the unclamping force from overcoming the clamping force and causing the mould to flash. After the material has cured, the mounded parts are ejected by the action of the press moving the mould ejector bar, but the cull and sprue are held to the bottom of the plunger by one or more molded dovetails. A lateral blow with a wooden stick or a soft hammer releases the cull and thereby clears the mould.
OR
Integral mould: This type of mould is self-contained. Each one has its own pot and plunger. This frequently increases the efficiency of mould since the transfer pot can design for best result with a specific cavity. Mould of this type can be designed for either manual or semiautomatic operation. The transfer chamber may be located above or below the mould cavity and material may flow through a sprue runner and gate to the cavity or the sprue may be entering the cavity directly.
6. Internal transfer mould: As the naming; these mould are self contained, each one has its own pot and plunger. Thisngement frequently increases the efficiency of the mould because the transfer pot can be designed for best result with a specific cavity. Mould of this type can be designed for either manual or semiautomatic operation. The transfer mould chamber may be located above or below the mould cavity and material may flow through a sprue, runner and gate to cavity or the sprue may enter the cavity directly.
7. Auxiliary-rum transfer mould: The transfer cylinder and plunger may be mounted on the bottom press even on the tie rods or side columns of press. The various method of mounting are usually described as top-ram, bottom-ram and side ram mounting and the moulds are designated accordingly. Top-ram moulds are despite some awkwardness in loading the change due to the restricted open above the transfer pot and B/w the upper bolsters. The top ram moulds normally will permit a faster cycle, after loading, because the mould is already close at the start of the cycle. Bottom-ram molds are easier to load then the top-ram type because they are open and the transfer will is readily accessible at the begriming of the cycle. Side-ram moulds are less common and are used primarily where the design of the molded article requires injection of material at the parting line. Wherever method of mounting is used, it is now generally conceded that the auxiliary –ram method of transfer permits the highest production with the lowest mould cost and minimum loss of material in sprue, runner and culls.
OR
Auxiliary ram mould: These are integral mould in which the transfer plunger is operated by a separate double acting cylinder moulded on the press heat. The transfer cylinder and plunger may be mounted on the bottom press platen, within the main ram. These various methods of mounting are usually described as top ram, bottom ram or side ram, mounting and the mould are designed accordingly. Top ram mould is frequently awkward to load because of restriction of space between the bolster and press heat at upper opening of the transfer tube. Aside from this top ram mould will normally permit a faster cycle after loading. Since the mould is already closed at the start of the cycle.
Material used: Phenol phermaldehide and melamine formaldehyde molding compounds material most widely used in transfer moulding. Except of its urea formaldehyde, polyester, silicon is also used.
Moulding parameters:
Material Shrinkage Bulk factor Mould temp. Moulding Cure time sec Pressure kg/cm2%
PF 1.0-1.2 2-4 165-185 500 40-120
UF 0.6-1.4 2-30 150-170 600-1200 30-120
MF 1.1-1.2 2-3 150-170 600-1200 30-120
Advantages: Loading time is shorter in transfer moulding than in compression moulding. Loading a preform into the pot takes less time than loading preform into each mold cavity. Tool maintenance is generally low, although gates and runners are susceptible to normal wear. Longer core pins can be used and can be supported on both ends, allowing smaller diameters. Because the mold is closed before the process begins, delicate inserts and sections can be molded. Higher tensile and flexural strengths are easier to obtain with transfer molding. Automatic de-gating of the mold's tunnel gates provides cosmetic advantages.
Disadvantages: Molded parts may contain knit lines in back of pins and inserts. The cull and runner system of transfer molding leaves waste material, but this scrap can be greatly reduced by injection molding with live sprue and Runner less Injection Compression (RIC). Fiber degradation of orientation occurring in the gate and runner system reduces the molded part's impact strength. Compared to compression molding, high molding pressures are required for the transfer process, so fewer cavities can be put into a press of the same tonnage.
Transfer pot design: To ensure perfect mould locking, the area (AP) should be 25% - 30% greater than the combined area of the moulding surface and the area of all runner and sprue. Depth of pot = Ap / Vp
Total area of pot Ap = Total projected area of cavities, runner and sprue+25% to 30% of projected area.
Volume of pot Vp = Total volume of all the piece part’s, the runner and sprue + approximate volume of a small amount for 0.5 to 1mm thick cull multiplied by bulk factor of compound.
Screw transfer moulding: In this process the reciprocating screw is used to preheat the material. It is fully automatically operated. In this process to provide adequate control of preheating the material in this screw unit certain requirement are necessary: The compression ratio for thermo set screw is much less than the ratio for screw available for thermoplastic material. L/D ratio is also shorter.

In this process, the reciprocating screw is used to preheat or pre-plasticize loose moulding powder. The moulding compound is hopper-fed to the reciprocating screw barrel. As the screw rotates, material travels forward along the flights and is thoroughly pre-plasticized by a machinal shearing action. The plasticized material builds up to the end of the screw and forces it to move backward a preset distance. The heated pre-plasticized material is then forced from the barrel into transfer mould pot the screw, which acts like a room. The transfer moulds ram then advances to inject the material through the runner system as would be the mould is opened and the cycle is completed part is ejected. In this method thermosetting material is gravity fed form a large storage hopper through a hole in barrel to this reciprocation screasticizer as the screw rotate material travel forward along the flight and thoroughly preheated by mechanical shearing action. Material flows of the end of screw and began to accumulate. This build up of material pushes the screw back along its axis to predetermine point, which can be set by a limit switch. The amount of reverse travel of screw establishes the volume of the charge. While shot is being pre-plastic zed the transfer rams is in the raised position blocking the opening into the transfer pot.
After the shot is formed the transfer ram return to it lower position leaving the opening the transfer pot completely clear at this point screw move forward pushing the preheated material into the transfer pot.
Advantage:
1. Good orientation.
2. Best politicization is achieved due to screw.
3. Best mixing is achieved due to screw.
4. Better surface finish.
5. Cycle time is reducing.
6. Curing temp will be less.
7. Mixing of compounding additive is good.
Design of sprue, runner and gate: The sprue leads directly to the mould cavity in a single cavity mould. In multi-cavity moulds material flows through the runner from the sprue to mould cavities. A grate diameter is desirable for promoting materials flow and a low transfer hand, as material is depend in the runner after each injection, reducing it to the minimum possible diameter is advantages. The minimum space area or with multiple-cavities mould, the sum of gate areas may be determined gate area may be determined from the formula. A (Minimum area of gate) =G (Weight of pieces product at gm stock) K (Value 0.28-0.42). The actual runner and gate design and recommended area depend upon the geometry of molded part.
1. Location of the gate, Moulding pressure design.
2. Physical properties required in the molded part.
3. Plasticity and heat sensitivity of the material selected for the application.
Type of mould used in Transfer moulding: There are three type of mould used in transfer moulding:
Loose plate mould: This classification may be subdivided into manual and semiautomatic type, depending upon the method of mounting and operation. One of them is simplest hand transfer mould. This mould is especially useful there the moulded piece contain a group of fragile inserts extending completely through it. The mould consists of a plunger a loose plate with orifice around is perimeter and the cavity above the loose plate serve as pot or transfer chamber. In operation the insert are loaded into the loose plate and this is then inserted into the cavity, so that lower end of inserts enter the proper hole the compound is loaded into the mould above the loose plate and is transfer by plunger through the orifice into the closed mould. These mould are most useful when the cost of the mould most be as low as possible and when the volume of production is small. The next type of loose plate mould is semiautomatic mould assembly of loose or floating plate type. In this case the floating plate is carried more or less permanently in the press and has central opening that will accommodates stock transfer pot and plunger of various size as reoccurred by different mould.
Shut-down: Disconnect remaining air-pressures
Remove static mixer nozzle from mold
Promptly clean mixer nozzle and mixer head from any excess resin/hardener mixture with Methylene Chloride
Curing: Let cure at room temperature by placing UV light above mold or under direct sunlight for at least one hour (2-3 hrs. max.) Remove from light source and leave it overnight
Problems to avoid:
1. Unwanted resin built-up
2. Do not overflow mold cavity when transferring resin
3. Once part is done, seal off outlets properly
Remove static mixer nozzle from mold
4. Promptly clean mixer nozzle and mixer head from any excess resin/hardener mixture with Methylene Chloride
5. Promptly clean up any excess resin from machine, mold and floor
Over-cure: Curing with UV light or direct sunlight for more than 2-3 hours will result in over-curing the part - Resin still in liquid state
Processing criteria:
Temperature: is necessary to achieve cross-linking of the plastic and appropriate viscosity for satisfactory flow of the material into all section of the cavity. Optimally the moulding compound is heated frequently before. It is introduced into the cavity. Such preheating is done by a high frequency electrical method. The mould temperature should be high enough to effect rapid curing of the part but where lengthy flow is required too high a mould temperature may result in solidification at molding compound before it reaching the distinct cavity. On the other hand lower mould temperature will slow down the polymerization and allow adequate flow time for flow.
Pressure: is necessary to ensure that the material flow into all part of the cavity and that the mould stay firmly closed during the polymerization or cure. In transfer moulding the mould most still be held closed against the force of material entering the cavity but the more critical pressure is the pressure on the transfer plunger at must be adequate to force the material through the runner and gate. Into the cavity and hold the material under sufficient pressure during polymerization.
Speed: In compression press speed control is required on the closing stroke. In general high speed is desirable to shorten over all cycle. In the case of transfer moulding the plunger advanced rapidly until it contact the moulding compound and them it is slow automatically to a control rate to ensure optimum flow. If the speed too high excessive frictional may be generated in the moulding compound as it flows through runners and gate of the flow is too low the material may not absorb enough heat from the mould to reach the most distant part of the cavity.
Material flow rating: It may be necessary to try several different flow of the same formulation to determine the optimum flow rating.
Ejection speed and force: When the mould is opened, part are ejected from the cavity by the ejector pin that push against the moulded plastic because at the moment of mould opening thermo set plastic are not necessarily as rigid as they will be after cooling too much force on an ejector pin distort the moulded part.
Breathing cycle: When some thermo set compound experience heat before and during cure they released volatiles that may be merely moisture and air in the material but also in the case of many phenol may be condensation produces, particularly water they cause increased pressure in the cavity.
Advantage of transfer moulding:
1. Less mould wears
2. Low tooling cost
3. Low maintenance cost
4. Less flash obtain than compression moulding
5. Producing quite accurate part.
6. Permit the use of intricate inserts and slender cores.
7. Slightly faster mould cycle the compression moulding.
8. Very close tolerance on all moulded dimension should be possible
9. Reduce the cost of finishing all thermosetting material.
Disadvantage:
1. More waste of material through sprue and runner.
2. More costly equipment used.
3. Only lost is high.
4. Resin orientation problem.
Custom rotationally molded products require custom tooling, which can take weeks to produce. Fortunately, R.M.S has been in the forefront of plastic rotational molding for more than 20 years. Get more interesting details about custom rotomolding check it out.
ReplyDelete